
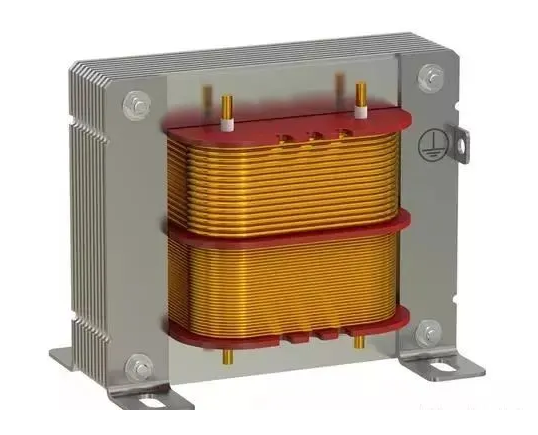
Muuntajan "sydämenä" rautasydämellä on ratkaiseva rooli sähkömagneettisessa energianmuunnoksessa. Se ei vaikuta ainoastaan muuntajien energiatehokkuuteen, vaan myös suoraan laitteiden tilavuuteen, painoon ja käyttöluotettavuuteen. Rautasydämen materiaalien kehitys teollisesta puhtaasta raudasta nykypäivän amorfisiin seoksiin on todistanut muuntajateknologian loistavaa kehitystä.
Rautasydämen ydintoiminto ja suorituskykyvaatimukset
Muuntajan sydämen päätehtävänä on tarjota tehokas magneettinen piiri, joka mahdollistaa sähköenergian siirtämisen eri piirien välillä sähkömagneettisen induktion periaatteella. Rautasydämen suorituskyky vaikuttaa suoraan muuntajan teknisiin ja taloudellisiin indikaattoreihin. Rautasydämen materiaalien perusvaatimukset ovat: pieni rautasydämen häviö tietyllä taajuudella ja magneettivuon tiheydellä sekä korkea magneettivuon tiheys tietyllä magneettikentän voimakkuudella.
Ydinhäviö koostuu kahdesta osasta: hystereesihäviöstä ja pyörrevirtahäviöstä. Hystereesihäviö liittyy materiaalin magnetisoitumisen vaikeuteen, kun taas pyörrevirtahäviö johtuu vaihtuvan magneettivuon aiheuttamasta kiertovirrasta rautasydämessä. Näiden häviöiden vähentämiseksi ihanteellisilla rautasydämen materiaaleilla tulisi olla korkea sähköinen resistiivisyys, korkea magneettinen permeabiliteetti ja alhainen koersitiivisuus.

Rautaisten ydinmateriaalien evoluutioprosessi
Muuntajien sydänmateriaalien kehitys on käynyt läpi pitkän ja jännittävän matkan. Varhaisimmat muuntajien sydämet käyttivät magneettisina materiaaleina tavallista hiiliteräslankaa tai hiiliterästä. Vuonna 1885 Gunzin tehdas Unkarissa kehitti ensimmäisen suljetulla magneettipiirillä varustetun yksivaiheisen muuntajan, ja sen rautasydän valmistettiin tällaisesta materiaalista.
Vuonna 1900 englantilainen R.A. Hadfield ja muut havaitsivat, että piin lisääminen pehmeään teräkseen voi parantaa resistiivisyyttä, vähentää pyörrevirta- ja hystereesihäviöitä sekä lieventää "ytimen ikääntymisen" ilmiötä. Vuonna 1903 Yhdysvallat ja Saksa alkoivat tuottaa kuumavalssattuja piiteräslevyjä, mikä merkitsi piiteräslevyjen aikakauden alkua.
Kuumavalssattujen piiteräslevyjen ongelmia ovat epätasainen suorituskyky ja suuret häviöt. 1930-luvulla tehtiin läpimurtoja kylmävalssattujen piiteräslevyjen teknologiassa. Vuonna 1933 Gauss käytti kahta kylmävalssaus- ja hehkutusmenetelmää tuottaakseen 3 % piiterästä, jolla oli korkeat magneettiset ominaisuudet valssaussuunnassa. Vuonna 1935 yhdysvaltalainen Armco Steel Company aloitti yhteistyön Westinghouse Companyn kanssa kylmävalssatun orientoidun piiteräksen tuotannon.
1960-luvun jälkeen suuret teollisuusmaat lopettivat vähitellen kuumavalssattujen piiteräslevyjen tuotannon ja siirtyivät kylmävalssattuihin, parempien suorituskykyisten piiteräslevyjen käyttöön. Vuonna 1964 japanilainen Nippon Steel Corporation kehitti korkean permeabiliteetin omaavia raesuuntattuja kylmävalssattuja piiteräslevyjä (Hi-B-teräs), jotka vähensivät entisestään muuntajien tyhjäkäyntihäviöitä.
Amorfiset metalliseokset debytoivat historian näyttämöllä 1970-luvulla. Vuonna 1974 United Microelectronics Corporation kehitti rautapohjaisia amorfisia seoksia, ja vuonna 1978 Yhdysvallat kehitti 10 kVA:n amorfisen rautasydämen muuntajan. Tämän uudentyyppisen materiaalin ominaisuutena on erittäin pieni rautahävikki, vain 1/3–1/5 perinteisten piiteräslevyjen häviöstä, mikä avasi uuden aikakauden muuntajien energiansäästössä.
Rautaytimien päätyypit ja ominaisuudet
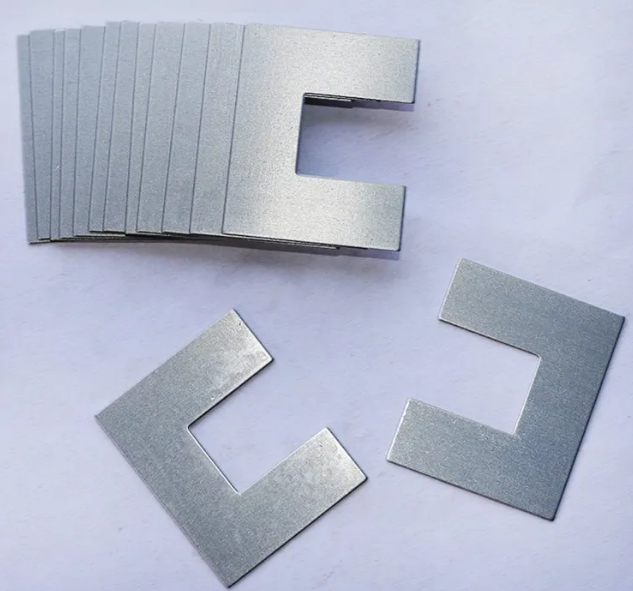
piiteräslevy
Piiteräslevy on pehmeä, magneettinen piiraudan seos, jonka hiilipitoisuus on erittäin alhainen, yleensä 0,5–4,5 %. Piin lisääminen voi lisätä raudan sähkönresistiivisyyttä ja maksimaalista magneettista permeabiliteettia, vähentää koersitiivisuutta, ydinhäviötä ja magneettista ikääntymistä. Piiteräslevyt voidaan jakaa kahteen luokkaan: kuumavalssatut ja kylmävalssatut, ja kylmävalssatut jaetaan edelleen orientoituihin ja ei-orientoituneisiin tyyppeihin.
Kylmävalssattu, ei-suuntautunut piiteräslevy on 0,5–4,0 %:n (Si + Al) seos, joka kylmävalssataan 0,65 mm:n, 0,5 mm:n ja 0,35 mm:n paksuisuuksiin ja sitten hehkutetaan ja päällystetään. Sen raerakenne on suhteellisen hajaantunut ja magneettiset ominaisuudet ovat suhteellisen tasaiset kaikkiin suuntiin.
Orientoidulla piiteräksellä on korkea magneettinen permeabiliteetti ja alhaiset häviöt helposti magnetoitavassa suunnassa, mikä täyttää staattisten teholaitteiden, kuten muuntajien, magneettisen johtavuuden vaatimukset. Tavallisen orientoidun piiteräksen (CGO) keskimääräinen raesuuntauksen poikkeamakulma on noin 7° ja kyllästymismagneettisen suskeptibiliteetin arvo B8 on yli 1,82 Teslaa; korkean magneettisen orientaation omaavan orientoidun piiteräksen (Hi-B) keskimääräinen raesuuntauksen poikkeamakulma on noin 3° ja B8-arvo on yli 1,90 Teslaa.
amorfinen seos
Amorfinen seos on metallinen funktionaalinen materiaali, jonka atomit ovat jakautuneet satunnaisesti materiaalimatriisiin ja jolla on "lasimainen" koostumus. Tyypillinen amorfinen seos sisältää 80 % rautaa, ja loput komponentit ovat booria ja piitä. Tällä materiaalilla on ominaisuuksia, kuten korkea kyllästymismagneettinen induktiolujuus (1,54 T), korkea magneettinen permeabiliteetti, alhainen viritysvirta ja erittäin pieni rautahäviö.
Rautapohjaisten amorfisten seosten rautahäviö on vain kolmannes–viidennes orientoitujen piiteräslevyjen rautahäviöstä, mikä vähentää amorfisten seosten muuntajien tyhjäkäyntihäviöitä 70–80 % perinteisiin piiteräsmuuntajiin verrattuna. Amorfisten seosten kyllästymismagneettivuon tiheys on suhteellisen alhainen (noin 1,5 T), joten mitoitettu magneettivuon tiheys valitaan yleensä välille 1,3–1,4 T.
Amorfisen seosnauhan paksuus on erittäin ohut, vain 0,03 mm, minkä seurauksena amorfisen rautasydämen laminointikerroin on vain noin 80 %. Vaikka amorfisilla seoksilla on pienempi ominaispaino kuin piiteräslevyillä, rautasydämen paino on silti suhteellisen suuri.
Ydinrakenteen suunnittelu
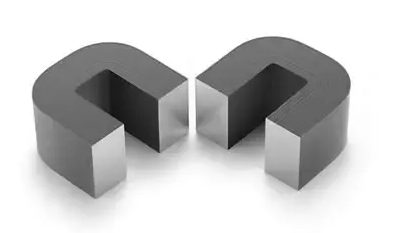
Myös muuntajan sydänrakenteen suunnittelu on kokenut merkittävää kehitystä. Varhaisimmasta laminoidusta rautasydämestä C-kirjaimen muotoiseen rautasydämeen ja edelleen rengasmaiseen (kierrettyyn rautasydämeen) rautasydämeen jokaisella rakenteella on omat ominaisuutensa ja etunsa.
Pyöreä rautasydän valmistetaan kiertämällä piiteräksisiä nauhoja, kuten tiukasti kierrettyä kellojousta. Tällaisessa rautasydämessä on jatkuva magneettinen piiri ilman ilmarakoja, mikä johtaa alhaiseen magneettiseen resistanssiin ja korkeaan hyötysuhteeseen. Verrattuna saman kapasiteetin omaaviin laminoituihin muuntajiin, toroidimuuntajilla on etuna pieni koko, keveys ja vähäinen magneettinen vuoto.
Amorfisista seosmetalleista valmistetuissa muuntajissa ne suunnitellaan yleensä kelatuiksi rautasydämiksi materiaalien vaikean leikkaamisen vuoksi. Yksivaihemuuntajan ydinrakenne on kehys, kun taas kolmivaihemuuntajan ydinrakenne muodostetaan yhdistämällä neljä kehystä kolmivaiheisen viisipylväisen rakenteen kaltaiseksi rakenteeksi. Tämä rakenne mahdollistaa kunkin vaihekäämin sijoittamisen magneettipiirin kahdelle itsenäiselle kehykselle, mikä tehokkaasti eliminoi kolmannen harmonisen magneettivuon vaikutuksen.
Rautaytimen valmistusprosessi
Piiteräslevyjen valmistusprosessi on monimutkainen, erityisesti orientoitujen piiteräslevyjen. Sen tuotantoprosessi on monimutkainen, prosessi-ikkuna on kapea ja tuotantovaikeudet korkeat. Sitä kutsutaan "terästuotteiden käsityöksi".
Kylmävalssattujen, ei-suuntautuneiden piiteräslevyjen valmistusprosessiin kuuluu yleensä: kuumavalssatut teräsaihiot tai jatkuvavaletut aihiot noin 2,3 mm paksuisiksi keloiksi, minkä jälkeen suoritetaan happopesu, kylmävalssaus, hehkutus ja eristyskalvon pinnoitus. Korkean piipitoisuuden omaavien tuotteiden valmistuksessa on kuumavalssauksen jälkeen ensin normalisoitava ne 800–850 ℃:ssa, minkä jälkeen suoritetaan happopesu, kylmävalssaus tiettyyn paksuuteen, hehkutus, sitten kylmävalssaus alhaisella pelkistysnopeudella ja lopuksi lopullinen hehkutus.
Yleisin menetelmä amorfisten seosten valmistamiseksi on suihkuttaa sulaa metallihöyryä suurella nopeudella pyörivälle kuparikäämitysrungolle, ja sula metalli jäähdytetään ja jähmettyy ohuiksi uurteiksi nopeudella 106 ℃/s. Sammutusprosessin aiheuttama suuri sisäinen jännitys on vähennettävä hehkuttamalla 200 ℃:n ja 280 ℃:n välillä hyvien magneettisten ominaisuuksien saavuttamiseksi.
Rautaytimien energiansäästöedut
Muuntajia on paljon ja niiden kapasiteetti sähköjärjestelmässä on suuri, mikä johtaa huomattaviin kokonaishäviöihin. On arvioitu, että muuntajien kokonaishäviö Kiinassa on noin 10 % järjestelmän sähköntuotannosta. Jokainen 1 %:n vähennys häviöissä voi säästää miljardeja kilowattitunteja sähköä vuosittain.
Amorfisesta seosmetallista valmistetuilla rautasydämillä on merkittäviä energiansäästövaikutuksia. SH12-sarjan amorfisesta seosmetallista valmistetuilla muuntajilla tyhjäkäyntihäviöt ovat noin 75 % pienemmät verrattuna S9-sarjan piiteräsmuuntajiin. Vaikka amorfisesta seosmetallista valmistetut muuntajat ovat kalliimpia kuin perinteiset muuntajat, niiden käyttökustannukset ovat erittäin alhaiset ja investoinnin takaisinmaksuaika on yleensä 2–5 vuotta.
Shanghain, Jiangsun ja Zhejiangin maakuntien edustamat taloudellisesti kehittyneet alueet ovat ottaneet amorfisesta seoksesta valmistetut muuntajat laajamittaisesti käyttöön. Jiangsu Electric Power Company suunnittelee jopa uusien ja kunnostettujen linjojen asentamista tulevaisuudessa, ja amorfisesta seoksesta valmistettujen muuntajien käytön tulisi olla vähintään 30 %.
Rautaisten ydinmateriaalien kehityssuunta
Rautaytimen materiaalit kehittyvät kohti vähäistä rautahäviötä ja suurta magneettista induktiota. Piiteräslevyihin kuuluvat suuntaamaton piiteräs vähäisen rautahäviön omaaville tehokkaille moottoreille, ohut eristeinen erittäin vähäisen rautahäviön omaava suuren magneettisen induktion omaava suuntaava piiteräs sekä runsaspiiteräs keski- ja korkeataajuisiin energiansäästölaitteisiin.
Runsaspiiteräksellä (Si/Fe-seos, jossa on 4,5–6,7 % piitä) on merkittävästi pienempi rautahäviö korkeilla taajuuksilla, korkea maksimimagneettinen permeabiliteetti ja alhainen koersitiivisuus. Mutta sen piipitoisuus on liian korkea ja sen plastisuus on erittäin huono huoneenlämmössä, mikä tekee sen valssaamisesta ja muovattamisesta vaikeaa. Tällä hetkellä ei-orientoituneita 6,5 % Si/Fe-seosmateriaaleja valmistetaan pääasiassa piin tunkeutumisprosessilla.
Nanomuunnellut materiaalit ja biopohjaiset materiaalit ovat myös yksi tulevaisuuden kehityssuunnista. Ympäristönsuojelun kysynnän kasvaessa myrkyttömien, biohajoavien tai kierrätettävien rautaydinmateriaalien kehittämisestä tulee tärkeä tutkimussuunta.
Johtopäätös
Muuntajien sydänmateriaalien kehitys on nähnyt materiaalitieteen ja sähkötekniikan täydellisen yhdistelmän. Tavallisesta hiiliteräksestä piiteräslevyihin ja sitten amorfisiin seoksiin, jokainen materiaalien läpimurto on parantanut merkittävästi muuntajien energiatehokkuutta.
Nykymaailmassa, jossa energiansäästöstä ja päästöjen vähentämisestä on tullut maailmanlaajuinen konsensus, tehokkaiden rautasydämien valinta ei liity ainoastaan taloudellisiin hyötyihin, vaan myös ympäristövastuuseen. Tulevaisuudessa uusien materiaalien ja prosessien jatkuvan kehittymisen myötä muuntajasydämet kehittyvät edelleen kohti pienempiä häviöitä ja parempaa hyötysuhdetta, mikä edistää vihreän ja vähähiilisen energiajärjestelmän rakentamista.
Julkaisuaika: 29.8.2025















